
సినుపవర్ ఎలా అన్వేషిస్తుందిదీర్ఘచతురస్రాకార గొట్టాలుఆధునిక ఫాబ్రికేషన్ పరిసరాలలో కటింగ్, డ్రిల్లింగ్ మరియు వెల్డింగ్ ప్రక్రియల సమయంలో ప్రవర్తిస్తుంది, ఇక్కడ జ్యామితి మరియు మెటీరియల్ ప్రతిస్పందన నేరుగా దిగువ అనువర్తనాల్లో ఖచ్చితత్వం మరియు నిర్మాణాత్మక విశ్వసనీయతను ప్రభావితం చేస్తాయి.
ఫాబ్రికేషన్ వర్క్షాప్లలో, దీర్ఘచతురస్రాకార బోలు ప్రొఫైల్లు తరచుగా సరళమైన నిర్మాణ అంశాలుగా పరిగణించబడతాయి, అయితే వాస్తవికత మరింత సూక్ష్మంగా ఉంటుంది. వృత్తాకార ప్రొఫైల్లతో పోల్చినప్పుడు వాటి ఫ్లాట్ ఉపరితలాలు, పదునైన మూలలు మరియు వేరియబుల్ గోడ మందం ప్రవర్తన ప్రత్యేకమైన సవాళ్లను పరిచయం చేస్తాయి. ప్రతి దశ-కట్టింగ్, డ్రిల్లింగ్ మరియు వెల్డింగ్- డైమెన్షనల్ ఖచ్చితత్వం మరియు క్రియాత్మక స్థిరత్వాన్ని నిర్వహించడానికి ఒత్తిడి, వేడి మరియు వైకల్పనాన్ని జాగ్రత్తగా నియంత్రించడం అవసరం.
దీర్ఘచతురస్రాకార గొట్టాలు స్థల సామర్థ్యం మరియు లోడ్ పంపిణీకి సంబంధించిన వ్యవస్థలలో విస్తృతంగా ఉపయోగించబడతాయి. అయినప్పటికీ, వాటి జ్యామితి అసమాన ఒత్తిడి ఏకాగ్రత పాయింట్లను సృష్టిస్తుంది, ముఖ్యంగా మూలల్లో.
గుండ్రని గొట్టాల వలె కాకుండా, శక్తులు వక్రతతో సమానంగా పంపిణీ చేయబడతాయి, దీర్ఘచతురస్రాకార ప్రొఫైల్లు అంచుల వెంట ఒత్తిడిని కేంద్రీకరిస్తాయి. కల్పన ప్రక్రియల సమయంలో ఈ లక్షణం చాలా ముఖ్యమైనది, ఇక్కడ మెకానికల్ ఫోర్స్ మరియు థర్మల్ ఇన్పుట్ సరిగ్గా నియంత్రించబడకపోతే నిర్మాణ సమగ్రతను మార్చగలవు.
దీర్ఘచతురస్రాకార ఆకారం మూడు కీలక ఇంజనీరింగ్ ప్రభావాలను పరిచయం చేస్తుంది:
- కార్నర్ ఒత్తిడి విస్తరణ
- వెల్డింగ్ సమయంలో అసమాన ఉష్ణ పంపిణీ
- దిశ-ఆధారిత దృఢత్వం
ఈ ప్రభావాలు ప్రతి ఫాబ్రికేషన్ స్టెప్ ఎలా ప్లాన్ చేయబడి మరియు అమలు చేయబడుతుందో ప్రభావితం చేస్తాయి.
దీర్ఘచతురస్రాకార గొట్టాలు జ్యామితి-ఆధారిత ప్రవర్తనను చూపించడం ప్రారంభించే మొదటి దశ కట్టింగ్. మెకానికల్ రంపాలు, రాపిడి వ్యవస్థలు లేదా థర్మల్ కట్టింగ్ పద్ధతులను ఉపయోగించినా, పదార్థం ఫ్లాట్ ఉపరితలాలు మరియు మూలల వెంట భిన్నంగా ప్రతిస్పందిస్తుంది.
యాంత్రిక కట్టింగ్లో:
- ఫ్లాట్ ఉపరితలాలు స్థిరమైన బ్లేడ్ పరిచయాన్ని అనుమతిస్తాయి
- మూలలు వైబ్రేషన్ స్పైక్లను ఉత్పత్తి చేస్తాయి
- ఎడ్జ్ నిష్క్రమణల వద్ద బుర్ ఏర్పడే అవకాశం ఎక్కువగా ఉంటుంది
దీర్ఘచతురస్రాకార విభాగాల దృఢత్వం అంటే కట్టింగ్ శక్తులు సమానంగా గ్రహించబడవు, వక్రీకరణను నివారించడానికి నియంత్రిత ఫీడ్ రేట్లు అవసరం.
ఉష్ణ పద్ధతులను ఉపయోగించినప్పుడు, స్థానికీకరించిన తాపన ట్యూబ్ గోడ అంతటా విస్తరణ వ్యత్యాసాలను పరిచయం చేస్తుంది. దీర్ఘచతురస్రాకార జ్యామితి బహుళ ఉష్ణ మార్గాలను కలిగి ఉన్నందున, వేడి అసమానంగా వెదజల్లుతుంది, కొన్నిసార్లు శీతలీకరణ సమతుల్యం కాకపోతే కొంచెం వార్పింగ్కు కారణమవుతుంది.
డ్రిల్లింగ్ టూల్ ఫోర్స్ మరియు మెటీరియల్ జ్యామితి మధ్య అత్యంత ఆసక్తికరమైన పరస్పర చర్యలలో ఒకదాన్ని పరిచయం చేస్తుంది. యొక్క ఫ్లాట్ ముఖాలుదీర్ఘచతురస్రాకార గొట్టాలుస్థిరమైన సాధనం ప్రవేశాన్ని అనుమతించండి, అయితే డ్రిల్ చొచ్చుకుపోయేటప్పుడు అంతర్గత ఒత్తిడి పంపిణీ మారుతుంది.
డ్రిల్లింగ్ సమయంలో:
- ఫ్లాట్ ఉపరితల మద్దతు కారణంగా ప్రారంభ పరిచయం స్థిరంగా ఉంటుంది
- మిడ్-పెనెట్రేషన్ చిప్ అక్యుములేషన్ జోన్లను సృష్టిస్తుంది
- నిష్క్రమణ దశ తరచుగా వైకల్య ప్రమాదాన్ని సృష్టిస్తుంది
నిష్క్రమణ వైపు ముఖ్యంగా సున్నితంగా ఉంటుంది, ఎందుకంటే మెటీరియల్ సపోర్ట్ తగ్గుతుంది, ఇది సంభావ్య బుర్ ఏర్పడటానికి లేదా రంధ్రాల యొక్క స్వల్ప అండాకారానికి దారితీస్తుంది.
డ్రిల్ పురోగమిస్తున్నప్పుడు, ఒత్తిడి ట్యూబ్ గోడల వెంట పునఃపంపిణీ అవుతుంది. మూలలు మందం మరియు పదార్థ కూర్పుపై ఆధారపడి ఒత్తిడిని గ్రహించవచ్చు లేదా ప్రతిబింబిస్తాయి. ఇది ఫీడ్ నియంత్రణ మరియు శీతలీకరణ వ్యూహం రెండింటిపై ఆధారపడి డ్రిల్లింగ్ స్థిరత్వాన్ని చేస్తుంది.
వెల్డింగ్ అనేది దీర్ఘచతురస్రాకార గొట్టాలు వాటి అత్యంత సంక్లిష్టమైన భౌతిక ప్రతిస్పందనను చూపుతాయి. హీట్ ఇన్పుట్ మరియు రేఖాగణిత పరిమితి కలయిక స్థానికీకరించిన విస్తరణ, సంకోచం మరియు అవశేష ఒత్తిడి ఏర్పడటానికి దారితీస్తుంది.
మృదువైన ఉష్ణ వ్యాప్తిని అనుమతించే వృత్తాకార విభాగాల వలె కాకుండా, దీర్ఘచతురస్రాకార ప్రొఫైల్స్ వెల్డ్ సీమ్స్ మరియు మూలల వెంట ఉష్ణ శక్తిని కేంద్రీకరిస్తాయి. ఇది సృష్టిస్తుంది:
- అసమాన శీతలీకరణ రేట్లు
- కీళ్ల దగ్గర స్థానికీకరించిన వక్రీకరణ
- అంచుల వెంట అవశేష ఒత్తిడి చేరడం
వెల్డెడ్ ప్రాంతం చల్లబరుస్తుంది, సంకోచం దళాలు ఫ్లాట్ ప్యానెల్స్ అంతటా అసమానంగా లాగుతాయి. నియంత్రిత సీక్వెన్సింగ్ ద్వారా బ్యాలెన్స్ చేయకపోతే ఇది కొంచెం వంగి లేదా కోణీయ వక్రీకరణకు దారి తీస్తుంది.
| ప్రక్రియ దశ | ప్రధాన సవాలు | దీర్ఘచతురస్రాకార ట్యూబ్ ప్రవర్తన | నియంత్రణ ఫోకస్ |
| కట్టింగ్ | అంచు కంపనం | మూలల్లో ఒత్తిడి ఏకాగ్రత | ఫీడ్ స్థిరత్వం |
| డ్రిల్లింగ్ | వైకల్యం నుండి నిష్క్రమించు | అసమాన ఒత్తిడి విడుదల | మద్దతు & శీతలీకరణ |
| వెల్డింగ్ | ఉష్ణ వక్రీకరణ | మూలలో వేడి చేరడం | హీట్ బ్యాలెన్స్ |
| పోస్ట్-ప్రాసెసింగ్ | డైమెన్షనల్ దిద్దుబాటు | అవశేష ఒత్తిడి సడలింపు | అమరిక నియంత్రణ |
ప్రతి దశ స్వతంత్రంగా నిర్వహించబడే వివిధ యాంత్రిక మరియు ఉష్ణ ప్రతిస్పందనలను ఎలా పరిచయం చేస్తుందో ఈ పోలిక హైలైట్ చేస్తుంది.
దీర్ఘచతురస్రాకార గొట్టాల ప్రవర్తన జ్యామితిపై మాత్రమే కాకుండా పదార్థంపై ఆధారపడి ఉంటుంది. అల్యూమినియం, రాగి మిశ్రమాలు మరియు ఉక్కు ఆధారిత నిర్మాణాలు యాంత్రిక మరియు థర్మల్ ఇన్పుట్లకు భిన్నంగా ప్రతిస్పందిస్తాయి.
అల్యూమినియం ఆధారిత ప్రొఫైల్స్:
- అధిక ఉష్ణ వాహకత
- వెల్డింగ్ సమయంలో వేగవంతమైన వేడి వెదజల్లడం
- వేడెక్కితే స్థానికీకరించిన వైకల్యానికి ఎక్కువ అవకాశం ఉంది
ఉక్కు ఆధారిత ప్రొఫైల్స్:
- అధిక నిర్మాణ దృఢత్వం
- నెమ్మదిగా ఉష్ణ వ్యాప్తి
- డ్రిల్లింగ్-ప్రేరిత వైకల్యానికి మెరుగైన ప్రతిఘటన
నిర్మాణ స్థిరత్వాన్ని రాజీ పడకుండా ప్రతి ఫాబ్రికేషన్ దశను ఎంత దూకుడుగా నిర్వహించవచ్చో మెటీరియల్ ఎంపిక ప్రభావితం చేస్తుంది.
కత్తిరించిన తర్వాత ఉపరితల నాణ్యత అనేది ఫాబ్రికేషన్ నియంత్రణకు కీలకమైన సూచిక. దీర్ఘచతురస్రాకార జ్యామితి ప్రత్యేకమైన ఉపరితల ప్రవర్తనను పరిచయం చేస్తుంది:
- ఫ్లాట్ ముఖాలు సున్నితమైన కట్ లైన్లను నిర్వహిస్తాయి
- కార్నర్లు తరచుగా మైక్రో చిప్పింగ్ను చూపుతాయి
- బర్ ఫార్మేషన్ నిష్క్రమణ అంచుల వద్ద కేంద్రీకృతమై ఉంటుంది
స్థిరమైన ఎడ్జ్ క్వాలిటీని కొనసాగించడానికి బ్యాలెన్సింగ్ టూల్ షార్ప్నెస్, ఫీడ్ రేట్ మరియు వైబ్రేషన్ కంట్రోల్ అవసరం.
హై-ప్రెసిషన్ అప్లికేషన్లలో, సెకండరీ ఫినిషింగ్ అనేది తదుపరి కల్పన దశలకు ముందు అంచు జ్యామితిని స్థిరీకరించడానికి తరచుగా ఉపయోగించబడుతుంది.
దీర్ఘచతురస్రాకార ట్యూబ్ల కల్పనలో ప్రధాన సవాళ్లలో ఒకటి చదునైన ఉపరితలాల మధ్య హోల్ అలైన్మెంట్ను నిర్వహించడం.
ఖచ్చితత్వాన్ని ప్రభావితం చేసే అంశాలు:
- ట్యూబ్ గోడ మందం వైవిధ్యం
- లోడ్ కింద సాధన విక్షేపం
- నిరంతర డ్రిల్లింగ్ సమయంలో వేడి నిర్మాణం
పదార్థం యొక్క థర్మల్ రికవరీని అనుమతించకుండా వరుసగా అనేక రంధ్రాలు డ్రిల్లింగ్ చేసినప్పుడు తప్పుగా అమర్చడం ఎక్కువగా ఉంటుంది.
వక్రీకరణను తగ్గించడంలో వెల్డింగ్ వ్యూహం నిర్ణయాత్మక పాత్ర పోషిస్తుంది. దీర్ఘచతురస్రాకార జ్యామితి సహజ విస్తరణ మార్గాలను నియంత్రిస్తుంది కాబట్టి, నియంత్రిత శ్రేణులలో వేడిని పంపిణీ చేయాలి.
సాధారణ స్థిరీకరణ విధానాలు:
- ప్రత్యామ్నాయ వెల్డ్ దిశలు
- చిన్న సెగ్మెంటెడ్ వెల్డ్ పాస్లు
- నియంత్రిత శీతలీకరణ విరామాలు
ఈ పద్ధతులు పొడవైన అంచుల వెంట అవశేష ఒత్తిడిని చేరడం తగ్గిస్తాయి.
తయారీ సమయంలో, దీర్ఘచతురస్రాకార గొట్టాలు మూడు ప్రధాన వక్రీకరణ రకాలను అనుభవించవచ్చు:
- మూలల వద్ద కోణీయ వైకల్యం
- ఉష్ణ సంకోచం కారణంగా ఫ్లాట్ ఉపరితలం వంగి ఉంటుంది
- అసమాన వెల్డ్ సీక్వెన్సింగ్ నుండి టార్షనల్ ట్విస్ట్
ప్రతి రకం కల్పన యొక్క విభిన్న దశకు లింక్ చేయబడింది మరియు లక్ష్య దిద్దుబాటు పద్ధతులు అవసరం.
ఆధునిక ప్రాసెసింగ్లో కీలకమైన అంతర్దృష్టి ఏమిటంటే, కట్టింగ్, డ్రిల్లింగ్ మరియు వెల్డింగ్ అనేది స్వతంత్ర దశలు కాదు. ప్రతి దశ తదుపరి దశను ప్రభావితం చేస్తుంది.
ఉదాహరణకు:
- కట్టింగ్-ప్రేరిత సూక్ష్మ ఒత్తిడి డ్రిల్లింగ్ విచలనం విస్తరించవచ్చు
- డ్రిల్లింగ్ హీట్ బిల్డప్ వెల్డింగ్ స్థిరత్వాన్ని ప్రభావితం చేస్తుంది
- వెల్డింగ్ వక్రీకరణ తుది డైమెన్షనల్ ఖచ్చితత్వాన్ని మార్చగలదు
ఈ ఒకదానితో ఒకటి అనుసంధానించబడిన ప్రవర్తన ఐచ్ఛికం కాకుండా ప్రక్రియ ప్రణాళికను తప్పనిసరి చేస్తుంది.
ఇంజనీరింగ్ దృక్కోణం నుండి, దీర్ఘచతురస్రాకార గొట్టాలు కల్పన సమయంలో నిర్బంధ శక్తి వ్యవస్థల వలె ప్రవర్తిస్తాయి. మెకానికల్ ఫోర్స్, థర్మల్ ఇన్పుట్ మరియు స్ట్రక్చరల్ జ్యామితి నిరంతరం సంకర్షణ చెందుతాయి.
ప్రతి ప్రక్రియను ఒంటరిగా చికిత్స చేయడానికి బదులుగా, ఆధునిక ఫాబ్రికేషన్ విధానాలు వీటిపై దృష్టి పెడతాయి:
- ట్యూబ్ నిర్మాణం అంతటా ఒత్తిడి మ్యాపింగ్
- వెల్డింగ్ సమయంలో ఉష్ణ ప్రవాహ అంచనా
- కట్టింగ్ మరియు డ్రిల్లింగ్ సమయంలో వైబ్రేషన్ నియంత్రణ
ఈ సమీకృత వీక్షణ దశల్లో సంచిత వైకల్యాన్ని తగ్గించడంలో సహాయపడుతుంది.
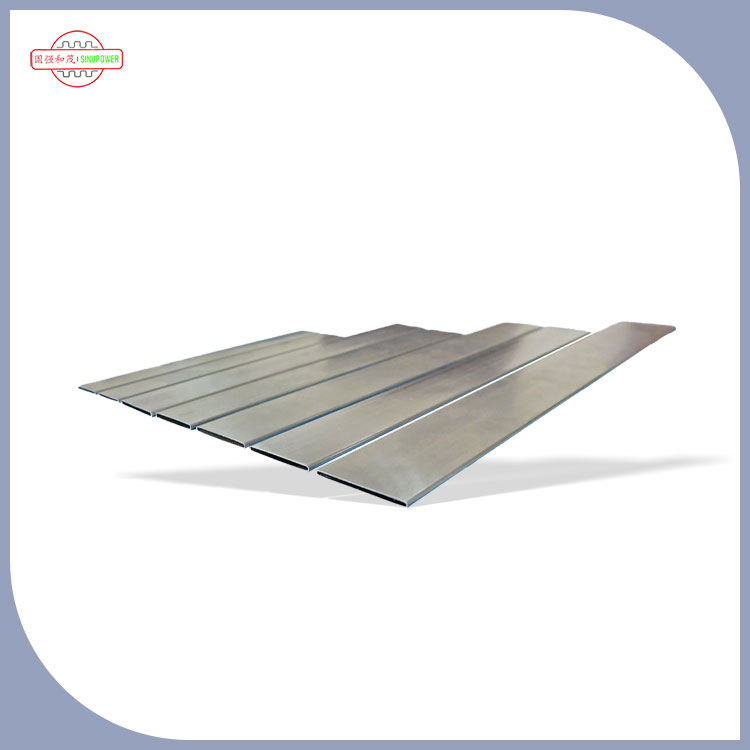
దీర్ఘచతురస్రాకార ప్రొఫైల్లు సాధారణంగా కాంపాక్ట్ స్ట్రక్చరల్ సపోర్ట్ మరియు డైరెక్షనల్ లోడ్ డిస్ట్రిబ్యూషన్ అవసరమయ్యే సిస్టమ్లలో ఉపయోగించబడతాయి, అవి:
- ఉష్ణ మార్పిడి సమావేశాలు
- స్ట్రక్చరల్ ఫ్రేమింగ్ సిస్టమ్స్
- పరివేష్టిత ద్రవ ఛానెల్లు
- మాడ్యులర్ మెకానికల్ మద్దతు
ఈ పరిసరాలలో, ఫాబ్రికేషన్ ఖచ్చితత్వం నేరుగా సిస్టమ్ స్థిరత్వం మరియు దీర్ఘకాలిక పనితీరును ప్రభావితం చేస్తుంది.
కట్టింగ్, డ్రిల్లింగ్ మరియు వెల్డింగ్ సమయంలో దీర్ఘచతురస్రాకార గొట్టాల ప్రవర్తన జ్యామితి, పదార్థ లక్షణాలు మరియు ప్రక్రియ శక్తి మధ్య పరస్పర చర్య ద్వారా నిర్వహించబడుతుంది. ప్రతి దశ విభిన్న యాంత్రిక మరియు ఉష్ణ సవాళ్లను ప్రవేశపెడుతుంది, అవి నిర్మాణ సమగ్రత మరియు డైమెన్షనల్ అనుగుణ్యతను నిర్వహించడానికి తప్పనిసరిగా నిర్వహించబడతాయి.
ఈ చట్రంలో,సినుపవర్ హీట్ ట్రాన్స్ఫర్ ట్యూబ్స్ Changshu Ltd.యొక్క ఫాబ్రికేషన్ డైనమిక్స్ని పరిశీలిస్తూనే ఉందిదీర్ఘచతురస్రాకార గొట్టాలుఖచ్చితమైన ట్యూబ్ ప్రాసెసింగ్ మరియు ఉష్ణ బదిలీ భాగాల అభివృద్ధిపై విస్తృత పరిశోధనలో భాగంగా.