
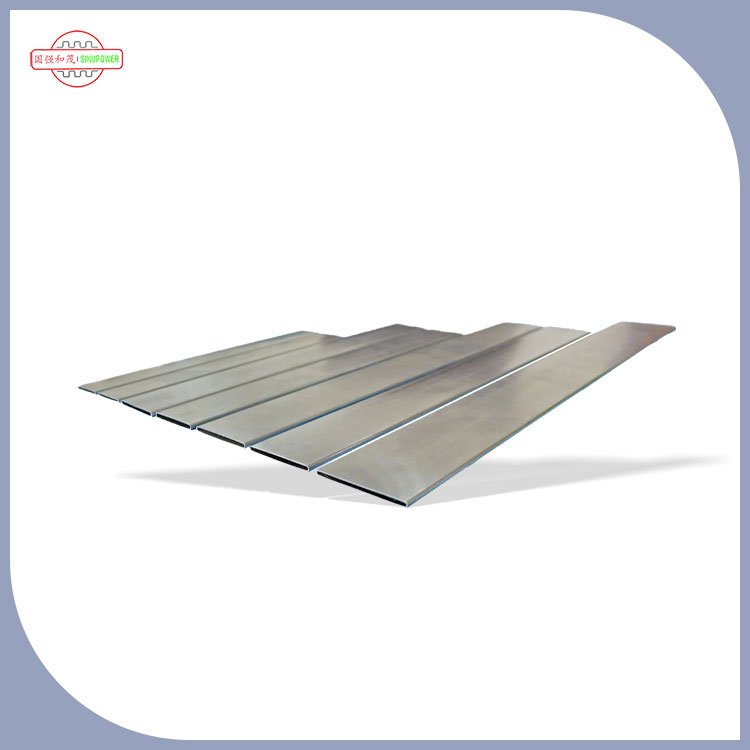
హీటర్ కోర్ల కోసం వెల్డింగ్ బి-టైప్ పైపుల కోసం వెల్డింగ్ ప్రక్రియ సాధారణంగా ఈ క్రింది దశలను కలిగి ఉంటుంది:
1.వెల్డింగ్ తయారీ
మెటీరియల్ క్లీనింగ్. అవసరమైతే, చమురును మరింత తొలగించడానికి అసిటోన్ వంటి సేంద్రీయ ద్రావకాలను ఉపయోగించవచ్చు.
వెల్డింగ్ మెటీరియల్ ఎంపిక: B- రకం పైపు యొక్క పదార్థం ఆధారంగా తగిన వెల్డింగ్ పదార్థాన్ని ఎంచుకోండి. ఉదాహరణకు, ఇది కార్బన్ స్టీల్ మెటీరియల్తో చేసిన బి-టైప్ పైపు అయితే, E4303 వంటి కార్బన్ స్టీల్ వెల్డింగ్ రాడ్లను ఎంచుకోవచ్చు; ఇది స్టెయిన్లెస్ స్టీల్ మెటీరియల్తో తయారు చేయబడితే, E308-16 వంటి స్టెయిన్లెస్ స్టీల్ వెల్డింగ్ రాడ్లను ఎంచుకోవాలి.
వెల్డింగ్ పరికరాలు డీబగ్గింగ్: వెల్డింగ్ పరికరాలు సాధారణంగా నడుస్తున్నాయో లేదో తనిఖీ చేయండి, వెల్డింగ్ కరెంట్, వోల్టేజ్ మరియు ఇతర పారామితులను సర్దుబాటు చేయండి. ఆర్క్ వెల్డింగ్ పరికరాల కోసం, గ్యాస్ ప్రవాహం రేటు తగినదని మరియు ఆర్గాన్ వాయువు యొక్క స్వచ్ఛత 99.97%పైన ఉందని నిర్ధారించుకోవడం అవసరం.
గాడి ప్రాసెసింగ్: B- రకం పైపు యొక్క వ్యాసం మరియు గోడ మందం ఆధారంగా V- ఆకారపు గాడి వంటి తగిన గాడి రూపాన్ని ఎంచుకోండి. గాడి కోణం, మొద్దుబారిన అంచు మరియు ఉమ్మడి క్లియరెన్స్ యొక్క కొలతలు వెల్డింగ్ ప్రక్రియ అవసరాలను తీర్చాలి. సాధారణంగా, గాడి ఉపరితల కోణం 60 ° ± 5 °, మొద్దుబారిన అంచు 0-2 మిమీ, మరియు ఉమ్మడి క్లియరెన్స్ 2-4 మిమీ.
పొజిషనింగ్ వెల్డింగ్: ఖచ్చితమైన పొజిషనింగ్ను నిర్ధారించడానికి హెడర్ వంటి భాగాలతో B- రకం పైపును సమీకరించండి. పొజిషనింగ్ వెల్డింగ్ ద్వారా పరిష్కరించబడింది, పైపు వ్యాసాన్ని బట్టి పొజిషనింగ్ వెల్డ్స్ యొక్క పొడవు మరియు పరిమాణం మారుతూ ఉంటాయి. పైపు వ్యాసం 100 మిమీ కంటే తక్కువ లేదా సమానంగా ఉన్నప్పుడు, పొజిషనింగ్ వెల్డ్స్ యొక్క పొడవు 5-10 మిమీ ఉండాలి మరియు 3 పొజిషనింగ్ వెల్డ్స్ కంటే తక్కువ ఉండకూడదు; పైపు వ్యాసం 100 మిమీ కంటే ఎక్కువగా ఉన్నప్పుడు, పొజిషనింగ్ వెల్డ్ యొక్క పొడవు 15 మిమీ కంటే ఎక్కువగా ఉండాలి.
2.వెల్డింగ్ ఆపరేషన్
దిగువ వెల్డింగ్. వెల్డింగ్ కోసం ఆర్క్ బ్రేకింగ్ పద్ధతి లేదా నిరంతర ఆర్క్ పద్ధతిని ఉపయోగించి, అసంపూర్ణ చొచ్చుకుపోవటం లేదా స్లాగ్ చేరిక వంటి లోపాలు లేకుండా, వెల్డ్ యొక్క మూలం వద్ద మంచి కలయికను నిర్ధారించడానికి కరిగిన పూల్ యొక్క పరిమాణాన్ని మరియు విచ్ఛిన్న పరిస్థితిని గమనించడంపై శ్రద్ధ వహించండి.
వెల్డింగ్ నింపండి: బేస్ వెల్డింగ్ పూర్తయిన తర్వాత, ఫిల్ వెల్డింగ్ జరుగుతుంది. నిర్దిష్ట పరిస్థితి ప్రకారం సింగిల్ లేదా మల్టీ పాస్ వెల్డింగ్ను ఉపయోగించవచ్చు మరియు నిరంతర ఆర్క్ వెల్డింగ్ ఉపయోగించవచ్చు. స్ట్రిప్ రవాణా పద్ధతి నెలవంక లేదా సాటూత్ స్వింగింగ్ను ఉపయోగించవచ్చు మరియు వ్యాప్తి పొర ద్వారా పొరను పెంచాలి. వెల్డ్ సీమ్ యొక్క వెడల్పు మరియు ఎత్తును నిర్ధారించడానికి గాడి యొక్క రెండు వైపులా కొద్దిగా విరామం ఇవ్వడం చాలా ముఖ్యం, మరియు వెల్డ్ పూసల మధ్య పొడవైన కమ్మీల వల్ల కలిగే స్లాగ్ చేరికను నివారించడం.
కవర్ వెల్డింగ్: వెల్డింగ్ను కవర్ చేసేటప్పుడు, కరిగిన కొలను యొక్క ఏకరీతి ఆకారం మరియు పరిమాణాన్ని నిర్వహించడానికి ఉపయోగించిన కరెంట్ కొద్దిగా చిన్నదిగా ఉండాలి. వెల్డింగ్ రాడ్ మరియు వెల్డింగ్ దిశ మధ్య కోణాన్ని 75 at వద్ద ఉంచాలి. వెల్డింగ్ రాడ్ గాడి అంచుకు ings పుతున్నప్పుడు, అది అండర్కట్టింగ్ నివారించడానికి క్లుప్తంగా పాజ్ చేయాలి.
3.పోస్ట్ వెల్డ్ చికిత్స
వెల్డ్ క్లీనింగ్.
ప్రదర్శన తనిఖీ: వెల్డ్ యొక్క ప్రదర్శన అవసరాలను తీరుస్తుందో లేదో తనిఖీ చేయండి. వెల్డ్ ఏకరీతి, మృదువైన మరియు రంధ్రాలు, పగుళ్లు, అండర్కటింగ్ మరియు ఫ్యూజన్ లేకపోవడం వంటి లోపాలు లేకుండా ఉండాలి. వెల్డ్ యొక్క అదనపు ఎత్తు పేర్కొన్న పరిధిలో ఉండాలి, సాధారణంగా 0-2 మిమీ, మరియు స్థానికంగా 3 మిమీ కంటే ఎక్కువ కాదు. కవర్ వెల్డ్ యొక్క వెడల్పు గాడి ఓపెనింగ్ యొక్క ప్రతి వైపు 0.5-2.0 మిమీ వెడల్పుగా ఉండాలి.
కాని విధ్వంసక పరీక్ష.
వేడి చికిత్స.