ఆటోమోటివ్ HVAC తయారీదారుల కోసం, హీటర్ కోర్ విశ్వసనీయత ట్యూబ్ సీమ్ సమగ్రతతో ప్రారంభమవుతుంది.సినుపవర్- ఒక అంకితంతయారీదారుఖచ్చితమైన అల్యూమినియం థర్మల్ భాగాలు - ఉత్పత్తి చేస్తుందిలేజర్ వెల్డెడ్ లీక్ ప్రూఫ్ కనెక్షన్ హీటర్ కోర్ ట్యూబింగ్హై-పవర్ ఫైబర్ లేజర్ టెక్నాలజీని ఉపయోగించడం. ఈ ప్రక్రియ నిరంతర, సజాతీయ వెల్డ్ సీమ్ను సృష్టిస్తుంది, ఇది ప్రతిఘటన-వెల్డెడ్ లేదా మెకానికల్ సీమ్డ్ ట్యూబ్లలో సాధారణ లీక్ మార్గాలను తొలగిస్తుంది. B-రకం చదునైన ప్రొఫైల్ ఉష్ణ బదిలీ కోసం ఉపరితల వైశాల్యాన్ని పెంచుతుంది, అయితే లేజర్-వెల్డెడ్ సీమ్ థర్మల్ సైక్లింగ్ మరియు శీతలకరణి ఒత్తిడిలో నిర్మాణ సమగ్రతను నిర్ధారిస్తుంది. ఫలితం: వాహనం యొక్క సేవా జీవితంలో విశ్వసనీయంగా పనిచేసే హీటర్ కోర్లు. అగ్రగామిగాహీటర్ కోర్ గొట్టాల తయారీదారు, Sinupower విశ్వసనీయమైన, లీక్ ప్రూఫ్ సొల్యూషన్లతో ప్రపంచవ్యాప్తంగా ఆటోమోటివ్ HVAC సరఫరాదారులకు సేవలు అందిస్తోంది.
హీటర్ కోర్ ట్యూబింగ్ కోసం లేజర్ వెల్డింగ్ ఎందుకు ముఖ్యమైనది
సినుపవర్ యొక్కలేజర్ వెల్డెడ్ లీక్ ప్రూఫ్ కనెక్షన్ హీటర్ కోర్ ట్యూబింగ్సాంప్రదాయ ట్యూబ్ తయారీ పద్ధతుల కంటే కొలవగల ప్రయోజనాలను అందించే ప్రక్రియను ఉపయోగించి తయారు చేయబడింది:
జీరో-లీక్ పనితీరు
- లేజర్ వెల్డింగ్ అనేది సచ్ఛిద్రత లేదా మైక్రో క్రాక్లతో నిరంతర, సజాతీయ వెల్డ్ సీమ్ను ఉత్పత్తి చేస్తుంది - హీటర్ కోర్ల యొక్క ప్రాధమిక వైఫల్య మోడ్ను తొలగిస్తుంది.
- స్థిరమైన వెల్డ్ వ్యాప్తి లోతు (సాధారణంగా 0.5-1.2mm) ఉమ్మడి మ్యాచ్లను నిర్ధారిస్తుంది లేదా బేస్ మెటీరియల్ బలాన్ని మించిపోతుంది.
- ప్రతి ఉత్పత్తి బ్యాచ్లో హీలియం లీక్ టెస్టింగ్ ప్రతి ట్యూబ్కు 0.5 గ్రా/సంవత్సరం కంటే తక్కువ లీకేజీ రేట్లను ధృవీకరిస్తుంది.
- పోస్ట్-వెల్డ్ ఫిల్లర్ మెటీరియల్ అవసరం లేదు, ఫ్లక్స్ అవశేషాలు లేదా బ్రేజ్ మిశ్రమం పెళుసుదనం యొక్క ప్రమాదాన్ని తొలగిస్తుంది.
ఉన్నతమైన ఉష్ణ బదిలీ సామర్థ్యం
- చదును చేయబడిన B-రకం ప్రొఫైల్ ఉపరితల వైశాల్యం నుండి వాల్యూమ్ నిష్పత్తిని పెంచుతుంది, ఇది శీతలకరణి నుండి క్యాబిన్ గాలికి వేగవంతమైన ఉష్ణ బదిలీని అనుమతిస్తుంది.
- స్మూత్ అంతర్గత బోర్ హీటర్ కోర్ అంతటా ప్రవాహ నిరోధకత మరియు ఒత్తిడి తగ్గుదలని తగ్గిస్తుంది.
- ఏకరీతి గోడ మందం (టాలరెన్స్ ±0.05mm) మొత్తం ట్యూబ్ పొడవులో స్థిరమైన ఉష్ణ వాహకతను నిర్ధారిస్తుంది.
థర్మల్ సైక్లింగ్ కింద మెరుగైన మన్నిక
- లేజర్ వెల్డింగ్ అనేది అలసట పగుళ్లు లేకుండా పునరావృత ఉష్ణ విస్తరణ మరియు సంకోచాన్ని తట్టుకునే మెటలర్జికల్ బంధాన్ని సృష్టిస్తుంది.
- అల్యూమినియం మిశ్రమాలు AA3003 మరియు AA3102తో అనుకూలమైనది, వాటి అద్భుతమైన ఉష్ణ వాహకత (200–220 W/m·K) మరియు ఫార్మాబిలిటీ కోసం ఎంపిక చేయబడింది.
- వెల్డ్ క్షీణత లేకుండా -40°C నుండి +120°C వరకు 10,000+ థర్మల్ సైకిల్స్కు ధృవీకరించబడింది.
క్లీన్, ఫ్లక్స్-ఫ్రీ తయారీ
- లేజర్ వెల్డింగ్ ఫ్లక్స్ లేదా బ్రేజింగ్ పేస్ట్ అవసరాన్ని తొలగిస్తుంది, కాలుష్య ప్రమాదాన్ని తగ్గిస్తుంది మరియు దిగువ అసెంబ్లీని సులభతరం చేస్తుంది.
- వెల్డ్ స్పాటర్ లేదా ఉపరితల ఆక్సీకరణ లేదు - ట్యూబ్లు వెల్డింగ్ చేసిన వెంటనే ఫిన్ అటాచ్మెంట్ మరియు హెడర్ బ్రేజింగ్ కోసం సిద్ధంగా ఉంటాయి.
- స్థిరమైన వెల్డ్ పూసల జ్యామితి అలైన్మెంట్ సమస్యలు లేకుండా ఆటోమేటెడ్ ఫిన్ ఇన్సర్షన్ మరియు కోర్ స్టాకింగ్ను అనుమతిస్తుంది.
లేజర్ వెల్డెడ్ బి-టైప్ ట్యూబ్ వర్సెస్ కన్వెన్షనల్ సీమ్డ్ ట్యూబ్
| పోలిక కారకం |
లేజర్ వెల్డెడ్ ట్యూబ్ |
సంప్రదాయ సీమ్డ్ ట్యూబ్ |
| వెల్డ్ సీమ్ సమగ్రత |
నిరంతర, సజాతీయ సీమ్ - సచ్ఛిద్రత లేదు |
అడపాదడపా లేదా యాంత్రికంగా ముడుచుకున్న సీమ్ |
| లీక్ రేట్ (హీలియం) |
≤0.5 గ్రా/సంవత్సరం |
1-3 గ్రా/సంవత్సరం (సాధారణ) |
| వేడి-ప్రభావిత మండలం |
ఇరుకైన (≤1.0mm) - కనిష్ట వక్రీకరణ |
విస్తృత (2-4mm) - సంభావ్య వక్రీకరణ |
| వెల్డ్ బలం |
బేస్ మెటీరియల్తో సరిపోలుతుంది లేదా మించిపోయింది |
సాధారణంగా బేస్ మెటీరియల్లో 70-85% |
| ఫ్లక్స్/కాలుష్యం |
ఏదీ కాదు - శుభ్రమైన ప్రక్రియ |
ఫ్లక్స్ అవశేషాలు మిగిలి ఉండవచ్చు |
| ఉపరితల ముగింపు |
స్మూత్, ఆక్సీకరణ రహిత |
వెల్డ్ మార్కులు, ఆక్సైడ్ ఏర్పడటం |
| పోస్ట్-వెల్డ్ చికిత్స |
అవసరం లేదు |
క్లీనింగ్ లేదా పూత అవసరం కావచ్చు |
| ఉత్పత్తి వేగం |
అధిక - పూర్తిగా ఆటోమేటెడ్ |
మితమైన - బహుళ ఏర్పాటు దశలు |
| ఖర్చు సామర్థ్యం |
తక్కువ మొత్తం ఖర్చు (తక్కువ తిరస్కరణలు, పోస్ట్-వెల్డ్ శుభ్రపరచడం లేదు) |
అధిక తిరస్కరణ రేటు, అదనపు ముగింపు |
తయారీ ప్రక్రియ - కాయిల్ నుండి పూర్తయిన ట్యూబ్ వరకు
యొక్క ఉత్పత్తిలేజర్ వెల్డెడ్ లీక్ ప్రూఫ్ కనెక్షన్ హీటర్ కోర్ ట్యూబింగ్కాయిల్ స్టాక్ నుండి పూర్తయిన ట్యూబ్ వరకు కఠినంగా నియంత్రించబడిన ఆరు-దశల ప్రక్రియను అనుసరిస్తుంది:
దశ 1 - మెటీరియల్ ఎంపిక
- ప్రాథమిక పదార్థాలు: అల్యూమినియం మిశ్రమాలు AA3003 మరియు AA3102, ఉష్ణ వాహకత, ఆకృతి మరియు బ్రేజింగ్ అనుకూలత కోసం ఎంపిక చేయబడ్డాయి.
- రసాయన కూర్పు మరియు ఉపరితల నాణ్యత కోసం ఇన్కమింగ్ కాయిల్ స్టాక్ పరీక్షించబడింది.
- మెటీరియల్ మందం పరిధి: అప్లికేషన్ అవసరాలను బట్టి 0.20mm నుండి 0.60mm.
దశ 2 - స్ట్రిప్ ఏర్పాటు
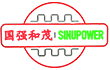
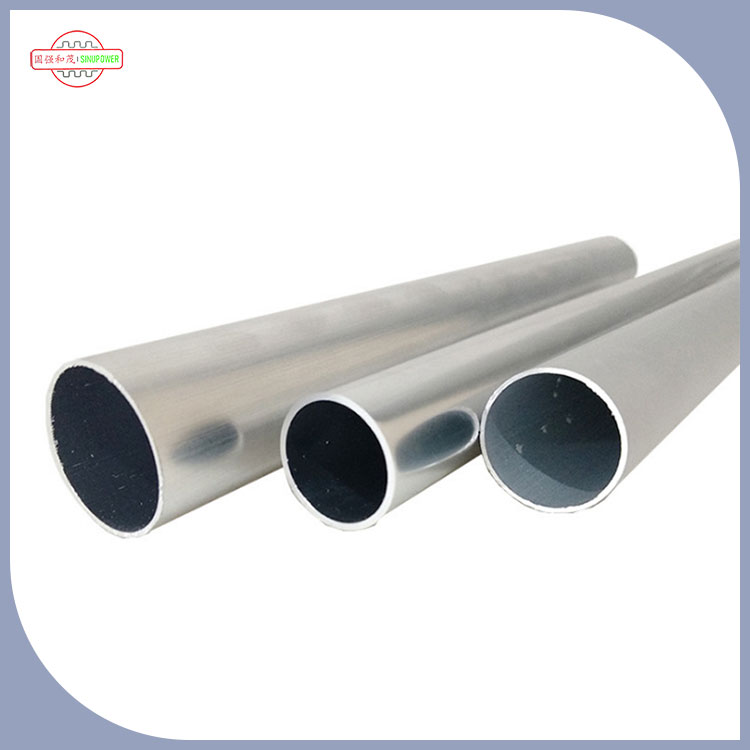
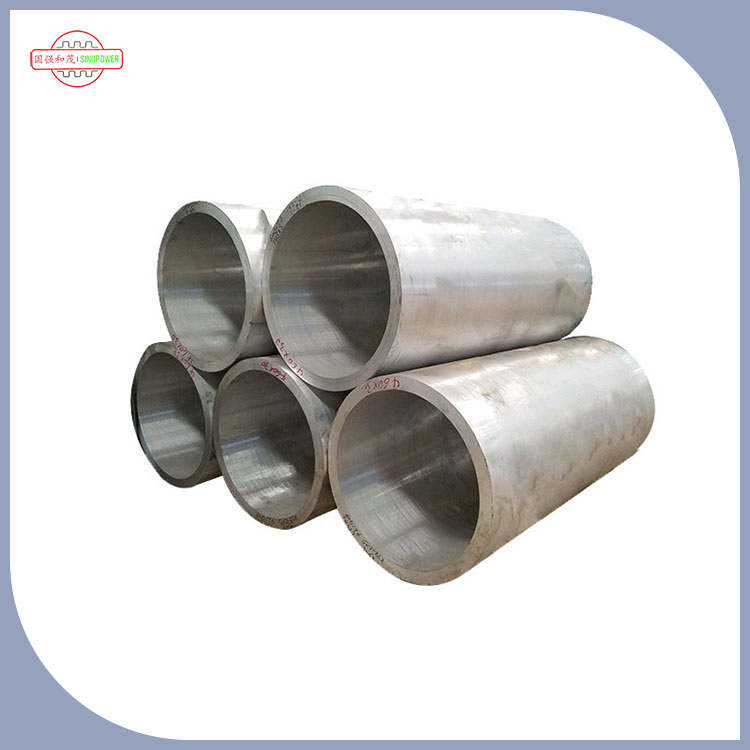
- అల్యూమినియం స్ట్రిప్ B-రకం ప్రొఫైల్గా రోల్-ఏర్పడింది - హీటర్ కోర్ ట్యూబ్ల యొక్క చదునైన, ఓవల్ క్రాస్-సెక్షన్ లక్షణం.
- ప్రెసిషన్ ఫార్మింగ్ డైస్ మొత్తం కాయిల్ పొడవులో స్థిరమైన ప్రొఫైల్ కొలతలు ఉండేలా చేస్తుంది.
- ఇన్-లైన్ లేజర్ కొలత సహనాన్ని నిర్వహించడానికి ప్రొఫైల్ జ్యామితిని పర్యవేక్షిస్తుంది.
దశ 3 - లేజర్ వెల్డింగ్
- హై-పవర్ ఫైబర్ లేజర్ (1-3 kW) ట్యూబ్ సీమ్కు ఫోకస్డ్ ఎనర్జీని అందిస్తుంది, లోతైన వ్యాప్తి మరియు ఇరుకైన వెడల్పుతో కీహోల్ వెల్డ్ను సృష్టిస్తుంది.
- షీల్డింగ్ గ్యాస్ (ఆర్గాన్ లేదా హీలియం) వెల్డ్ పూల్ను ఆక్సీకరణం నుండి రక్షిస్తుంది.
- రియల్-టైమ్ వెల్డ్ మానిటరింగ్ ట్రాక్లు చొచ్చుకుపోయే లోతు, వెల్డ్ వెడల్పు మరియు సారంధ్రత - స్వయంచాలకంగా వెలుపలి విభాగాలను తిరస్కరిస్తుంది.
దశ 4 - వెల్డ్ సీమ్ అన్నేలింగ్
- స్థానికీకరించిన పోస్ట్-వెల్డ్ ఎనియలింగ్ మూల పదార్థ నిగ్రహాన్ని ప్రభావితం చేయకుండా వెల్డ్ జోన్ వద్ద అవశేష ఒత్తిడిని తగ్గిస్తుంది.
- వెల్డ్ ప్రాంతం మిగిలిన ట్యూబ్కు సమానమైన డక్టిలిటీ మరియు ఫార్మబిలిటీని కలిగి ఉందని నిర్ధారిస్తుంది.
దశ 5 - పరిమాణం మరియు పొడవు
- ట్యూబ్లు సైజింగ్ డైస్ల శ్రేణి ద్వారా తుది కొలతలకు క్రమాంకనం చేయబడతాయి.
- ఖచ్చితమైన కత్తిరింపు లేదా మకా పరికరాలను ఉపయోగించి కస్టమర్-పేర్కొన్న పొడవుకు కత్తిరించండి.
- చివరలు డీబర్డ్ చేయబడతాయి మరియు ఫిన్ ఇన్సర్షన్ లేదా హెడర్ అటాచ్మెంట్ కోసం సిద్ధం చేయబడతాయి.
దశ 6 - 100% లీక్ టెస్టింగ్
- లీక్ ప్రూఫ్ పనితీరును ధృవీకరించడానికి ప్రతి ట్యూబ్ హీలియం మాస్ స్పెక్ట్రోమెట్రీ లీక్ టెస్టింగ్కు లోనవుతుంది.
- అంగీకార ప్రమాణం: ≤0.5 గ్రా/సంవత్సరం లీకేజీ.
- పరీక్షలో విఫలమైన ట్యూబ్లు స్వయంచాలకంగా తిరస్కరించబడతాయి - సున్నా లోపభూయిష్ట ట్యూబ్లు ఉత్పత్తి శ్రేణిని వదిలివేసేలా చూసుకోవాలి.
అప్లికేషన్ ఫోకస్ - ఆటోమోటివ్ HVAC కోసం హీటర్ కోర్లు
విశ్వసనీయుడిగాఆటోమోటివ్ హీటర్ కోర్ ట్యూబ్ సరఫరాదారు, Sinupower యొక్క ఉత్పత్తులు బహుళ వాహన ప్లాట్ఫారమ్లలో అమలు చేయబడ్డాయి:
ప్రాథమిక అప్లికేషన్లు
-
ప్యాసింజర్ వాహన HVAC వ్యవస్థలు:సెడాన్లు, SUVలు మరియు తేలికపాటి ట్రక్కులలో క్యాబిన్ హీటింగ్ కోసం ప్రధాన భాగం.
-
వాణిజ్య వాహన వాతావరణ నియంత్రణ:ట్రక్కులు, బస్సులు మరియు ఆఫ్-హైవే పరికరాల కోసం హెవీ-డ్యూటీ హీటర్ కోర్లు.
-
ఎలక్ట్రిక్ వెహికల్ థర్మల్ మేనేజ్మెంట్:EV హీటింగ్ సిస్టమ్లలో (హీట్ పంప్ లేదా రెసిస్టివ్ హీటింగ్ కాన్ఫిగరేషన్లు) విలీనం చేయబడింది.
-
HVAC ఎయిర్ హ్యాండ్లింగ్ యూనిట్లు:కాంపాక్ట్, లీక్ ప్రూఫ్ హీట్ ఎక్స్ఛేంజర్లు అవసరమయ్యే బిల్డింగ్ మరియు ఇండస్ట్రియల్ హీటింగ్ అప్లికేషన్లలో ఉపయోగించబడుతుంది.
హీటర్ కోర్ అసెంబ్లీలో ఇంటిగ్రేషన్ పాయింట్లు
- ఫిన్ స్టాక్ల మధ్య ట్యూబ్లు చొప్పించబడతాయి మరియు కోర్ బ్లాక్ను రూపొందించడానికి విస్తరించబడ్డాయి లేదా బ్రేజ్ చేయబడతాయి.
- ట్యూబ్ చివరలు బ్రేజింగ్ లేదా మెకానికల్ జాయినింగ్ ద్వారా ఇన్లెట్/అవుట్లెట్ హెడర్లకు కనెక్ట్ చేయబడ్డాయి.
- శీతలకరణి (ఇంజిన్ శీతలకరణి లేదా EV హీటింగ్ ద్రవం) ట్యూబ్ ఇంటీరియర్ గుండా ప్రవహిస్తుంది, అయితే గాలి ఫిన్డ్ బాహ్య భాగం గుండా వెళుతుంది.
- ద్రవం నుండి ట్యూబ్ గోడ మరియు రెక్కల ద్వారా క్యాబిన్ గాలికి ఉష్ణ బదిలీ జరుగుతుంది.
అసెంబ్లీ ప్రక్రియలతో అనుకూలత
- మా గొట్టాలు నియంత్రిత వాతావరణ బ్రేజింగ్ (CAB) మరియు వాక్యూమ్ బ్రేజింగ్ ప్రక్రియలు రెండింటికీ అనుకూలంగా ఉంటాయి.
- మృదువైన, ఆక్సైడ్ లేని వెల్డ్ సీమ్కు బ్రేజింగ్కు ముందు అదనపు శుభ్రపరచడం అవసరం లేదు - ప్రక్రియ దశలు మరియు కాలుష్య ప్రమాదాలను తగ్గించడం.
- నిర్దిష్ట కోర్ జ్యామితులు మరియు వాహన ప్లాట్ఫారమ్ అవసరాలకు సరిపోయేలా ట్యూబ్ ప్రొఫైల్లు మరియు పొడవులను అనుకూలీకరించవచ్చు.
నాణ్యత ధృవపత్రాలు మరియు తయారీ ప్రమాణాలు
సినుపవర్ యొక్క తయారీ ప్రక్రియలు క్రింది ధృవీకరించబడిన వ్యవస్థల క్రింద పనిచేస్తాయి:
సిస్టమ్ ధృవపత్రాలు
-
IATF 16949:2016- ఆటోమోటివ్ నాణ్యత నిర్వహణ
-
ISO 9001:2015- నాణ్యత నిర్వహణ
-
ISO 14001:2015- పర్యావరణ నిర్వహణ
-
ISO 45001:2018- వృత్తిపరమైన ఆరోగ్యం మరియు భద్రత
పరీక్ష మరియు తనిఖీ
- ఇన్-లైన్ డైమెన్షనల్ మానిటరింగ్ (లేజర్ మైక్రోమీటర్లు)
- హీలియం లీక్ పరీక్ష - 100% గొట్టాలు
- వెల్డ్ నమూనాలపై తన్యత మరియు పేలుడు పరీక్ష
- వెల్డ్ క్రాస్-సెక్షన్ల మైక్రోస్కోపిక్ తనిఖీ
- దృష్టి వ్యవస్థలను ఉపయోగించి ఉపరితల తనిఖీ
📋 అభ్యర్థనపై పూర్తి సర్టిఫికేట్ కాపీలు అందుబాటులో ఉన్నాయి.
మేధో సంపత్తి
-
2 ఆవిష్కరణ పేటెంట్లు- B-రకం ట్యూబ్ల కోసం యాజమాన్య లేజర్ వెల్డింగ్ పొజిషనింగ్ సిస్టమ్తో సహా.
-
15 డిజైన్ పేటెంట్లు- ప్రత్యేకమైన ట్యూబ్ ప్రొఫైల్లు మరియు హీటర్ కోర్ జ్యామితిలను కవర్ చేస్తుంది.
-
16 యుటిలిటీ మోడల్ పేటెంట్లు- ట్యూబ్ ఏర్పాటు మరియు వెల్డింగ్ ప్రక్రియలలో మెరుగుదలలపై దృష్టి సారించింది.
హీటర్ కోర్ ట్యూబింగ్ కోసం అనుకూలీకరణ సామర్థ్యాలు
డైమెన్షనల్ అనుకూలీకరణ
-
ట్యూబ్ వెడల్పు:12 మిమీ నుండి 40 మిమీ (కస్టమర్-పేర్కొన్నవి)
-
ట్యూబ్ ఎత్తు:1.5mm నుండి 5.0mm (చదునైన ప్రొఫైల్)
-
గోడ మందం:0.20mm నుండి 0.60mm
-
పొడవు:100 మిమీ నుండి 2,000 మిమీ (ఒక ఆర్డర్కు కట్-టు-లెంగ్త్)
-
సహనం:క్లిష్టమైన కొలతలపై ±0.05mm
మిశ్రమం మరియు పూత ఎంపికలు
-
AA3003:ప్రామాణిక మిశ్రమం - మంచి ఉష్ణ వాహకత మరియు ఆకృతి, తుప్పు-నిరోధకత.
-
AA3102:అధిక శక్తి వేరియంట్ - అధిక ఒత్తిడి లేదా ఎక్కువ డిమాండ్ ఉన్న అప్లికేషన్లకు అనుకూలం.
-
ఉపరితల చికిత్స:మెరుగైన తుప్పు నిరోధకత కోసం ఐచ్ఛిక జింక్-ఫ్లేక్ పూత లేదా మార్పిడి పూత.
ముగింపు-ఫారమ్ ఎంపికలు
-
స్క్వేర్ కట్- హెడర్ చొప్పించడం కోసం ప్రమాణం
-
చాంఫెర్డ్ ముగుస్తుంది- సులభంగా అసెంబ్లీ మరియు సీల్ ఫిట్మెంట్ కోసం
-
విస్తరించిన చివరలు- మెకానికల్ హెడర్ కనెక్షన్ల కోసం
-
అనుకూల ముగింపు ప్రొఫైల్లు- ఒక్కో కస్టమర్ డ్రాయింగ్

అభివృద్ధి ప్రక్రియ
-
ఆవశ్యక సమర్పణ:కస్టమర్ స్పెసిఫికేషన్లు, డ్రాయింగ్లు లేదా పనితీరు లక్ష్యాలను అందిస్తారు.
-
సాధ్యత సమీక్ష:ఇంజనీరింగ్ బృందం మెటీరియల్, ప్రొఫైల్ మరియు వెల్డింగ్ పారామితులను అంచనా వేస్తుంది.
-
సాధన రూపకల్పన:ఇంట్లో తయారు చేయబడిన డైస్లను ఏర్పరచడం మరియు వెల్డింగ్ చేయడం.
-
ప్రోటోటైప్ రన్:కస్టమర్ ధ్రువీకరణ కోసం గరిష్టంగా 100 ముక్కలు - డై ధర మాత్రమే.
-
ఉత్పత్తి:PPAP స్థాయి 3తో పూర్తి స్థాయి తయారీ అందుబాటులో ఉంది.
-
డెలివరీ:మెటీరియల్ సర్టిఫికెట్లు మరియు తనిఖీ నివేదికలతో షెడ్యూల్ చేయబడిన సరుకులు.
నాణ్యత హామీ - మేము విశ్వసనీయమైన వెల్డ్ నాణ్యతను ఎలా నిర్ధారిస్తాము
ప్రతి బ్యాచ్లేజర్ వెల్డెడ్ లీక్ ప్రూఫ్ కనెక్షన్ హీటర్ కోర్ ట్యూబింగ్మా కఠినమైన నాణ్యత నియంత్రణ ఫ్రేమ్వర్క్కు లోనవుతుంది:
ముడి పదార్థం నియంత్రణ
- అల్యూమినియం కాయిల్స్ ISO 14001-సర్టిఫైడ్ స్మెల్టర్ల నుండి పూర్తి మెటీరియల్ ట్రేస్బిలిటీతో తీసుకోబడ్డాయి.
- ఇన్కమింగ్ తనిఖీ: రసాయన కూర్పు (OES), ఉపరితల నాణ్యత మరియు మందం ధృవీకరణ.
ప్రక్రియలో నియంత్రణలు
-
ఏర్పాటు:ప్రొఫైల్ ఖచ్చితత్వాన్ని నిర్వహించడానికి అభిప్రాయ నియంత్రణతో నిజ-సమయ పరిమాణం పర్యవేక్షణ.
-
లేజర్ వెల్డింగ్:శక్తి, వేగం మరియు షీల్డింగ్ గ్యాస్ ప్రవాహం నిరంతరం పర్యవేక్షించబడుతుంది. ఇన్లైన్ ఆప్టికల్ కోహెరెన్స్ టోమోగ్రఫీ (OCT) ద్వారా వెల్డ్ సీమ్ నాణ్యత ధృవీకరించబడింది.
-
ఎనియలింగ్:వెల్డ్ జోన్ వద్ద స్థిరమైన ధాన్యం నిర్మాణాన్ని నిర్ధారించడానికి ఉష్ణోగ్రత పర్యవేక్షణతో స్థానికీకరించిన ఇండక్షన్ ఎనియలింగ్.
తుది తనిఖీ
-
డైమెన్షనల్:OD, వెడల్పు, ఎత్తు మరియు గోడ మందం ఒక్కో ట్యూబ్కు 3 పాయింట్ల చొప్పున కొలుస్తారు.
-
లీక్ టెస్ట్:హీలియం మాస్ స్పెక్ట్రోమెట్రీ - 100% గొట్టాలు, ≤0.5 గ్రా/సంవత్సరం.
-
వెల్డ్ తనిఖీ:వెల్డ్ సీమ్ కొనసాగింపు యొక్క విజువల్ మరియు మైక్రోస్కోపిక్ ధృవీకరణ.
-
మెకానికల్:ప్రతి ఉష్ణ-చికిత్స బ్యాచ్కు తన్యత మరియు పేలుడు పరీక్షలు.
ఈ విధానాలు ప్రతి షిప్మెంట్ ఆటోమోటివ్ HVAC అప్లికేషన్ల యొక్క కఠినమైన నాణ్యత అవసరాలకు అనుగుణంగా ఉండేలా చూస్తాయి.
సుస్థిరత మరియు పర్యావరణ అనుకూలత
శక్తి సామర్థ్యం
- సాంప్రదాయ బ్రేజింగ్ ఫర్నేస్ కార్యకలాపాల కంటే లేజర్ వెల్డింగ్ గణనీయంగా తక్కువ శక్తిని వినియోగిస్తుంది - మన కార్బన్ పాదముద్రను తగ్గిస్తుంది.
- ఎనియలింగ్ ప్రక్రియలలో పునరుత్పత్తి బర్నర్ టెక్నాలజీ గ్యాస్ వినియోగాన్ని 18% తగ్గిస్తుంది.
రీసైక్లింగ్ మరియు వ్యర్థాల తగ్గింపు
- 98% మెటీరియల్ వినియోగం - మొత్తం అల్యూమినియం స్క్రాప్ వేరు చేయబడుతుంది మరియు ధృవీకరించబడిన రీసైక్లర్లకు తిరిగి ఇవ్వబడుతుంది.
- వెల్డింగ్ ప్రక్రియలో ఎటువంటి ఫ్లక్స్ లేదా బ్రేజింగ్ పేస్ట్ ఉపయోగించబడదు, ప్రమాదకర వ్యర్థ ప్రవాహాలను తొలగిస్తుంది.
వర్తింపు
- RoHS కంప్లైంట్ - మెటీరియల్స్ లేదా ప్రాసెస్లలో నిరోధిత పదార్థాలు లేవు.
- రీచ్ కంప్లైంట్ - అన్ని మిశ్రమాలు మరియు ప్రాసెసింగ్ రసాయనాలు ప్రస్తుత EU పర్యావరణ ప్రమాణాలకు అనుగుణంగా ఉంటాయి.
లేజర్ వెల్డెడ్ హీటర్ కోర్ ట్యూబింగ్ గురించి తరచుగా అడిగే ప్రశ్నలు
Q: హీటర్ కోర్ ట్యూబ్ల కోసం సాంప్రదాయ రెసిస్టెన్స్ వెల్డింగ్పై లేజర్ వెల్డింగ్ యొక్క ప్రయోజనం ఏమిటి? A: లేజర్ వెల్డింగ్ ఇరుకైన ఉష్ణ-ప్రభావిత జోన్, లోతైన వెల్డ్ వ్యాప్తి మరియు మరింత స్థిరమైన సీమ్ను ఉత్పత్తి చేస్తుంది - ఫలితంగా తక్కువ లీక్ రేట్లు, మెరుగైన అలసట నిరోధకత మరియు జీరో ఫ్లక్స్ కాలుష్యం ఏర్పడతాయి.
ప్ర: ఈ గొట్టాలకు ఏ మిశ్రమాలు అందుబాటులో ఉన్నాయి? A: మేము AA3003 (ప్రామాణికం) మరియు AA3102 (అధిక బలం) అందిస్తున్నాము. అభ్యర్థనపై అనుకూల మిశ్రమాలను మూల్యాంకనం చేయవచ్చు.
ప్ర: ప్రొడక్షన్ ఆర్డర్లకు ప్రామాణిక లీడ్ టైమ్ ఎంత? A: 50,000 పీస్ల వరకు ఆర్డర్ల కోసం ప్రామాణిక లీడ్ టైమ్ 20–25 పని రోజులు. అత్యవసర అవసరాల కోసం వేగవంతమైన ఉత్పత్తి అందుబాటులో ఉంది.
ప్ర: మీరు ప్రతి షిప్మెంట్తో లీక్ టెస్ట్ నివేదికలను అందిస్తారా? జ: అవును. ప్రతి షిప్మెంట్లో ప్రతి ఉత్పత్తి బ్యాచ్కు సంబంధించిన హీలియం లీక్ టెస్ట్ రిపోర్ట్లు, మెటీరియల్ సర్టిఫికెట్లు మరియు డైమెన్షనల్ ఇన్స్పెక్షన్ రిపోర్ట్లు ఉంటాయి.
Q: మీరు B-రకం ప్రొఫైల్కు మించి వివిధ క్రాస్-సెక్షన్లతో ట్యూబ్లను ఉత్పత్తి చేయగలరా? జ: అవును. B-రకం మా ప్రామాణిక హీటర్ కోర్ ప్రొఫైల్ అయితే, మేము ప్రత్యేకమైన అప్లికేషన్ల కోసం అనుకూల క్రాస్-సెక్షన్లను (ఫ్లాట్, ఓవల్, D-ఆకారంలో) అభివృద్ధి చేయవచ్చు.
ప్ర: మీరు ఉత్పత్తి చేయగల గరిష్ట ట్యూబ్ పొడవు ఎంత? A: ప్రామాణిక గరిష్ట పొడవు 2,000mm. సుదీర్ఘ అవసరాల కోసం, దయచేసి మా ఇంజినీరింగ్ బృందాన్ని సంప్రదించండి - ప్రొఫైల్ మరియు మిశ్రమం ఆధారంగా ఎక్కువ పొడవులు సాధ్యమవుతాయి.
ప్ర: కస్టమ్ డై డెవలప్మెంట్ కోసం సాధారణ ప్రధాన సమయం ఏమిటి? A: కస్టమ్ ఫార్మింగ్ మరియు వెల్డింగ్ డైలు సాధారణంగా 15-20 పని దినాలలో పూర్తవుతాయి. డై అప్రూవల్ తర్వాత 10 పని దినాలలో ప్రోటోటైప్ ట్యూబ్లను ఉత్పత్తి చేయవచ్చు.
సినుపవర్ అందిస్తుందిలేజర్ వెల్డెడ్ లీక్ ప్రూఫ్ కనెక్షన్ హీటర్ కోర్ ట్యూబింగ్ఇది ఆటోమోటివ్ HVAC తయారీదారులను అత్యుత్తమ విశ్వసనీయత, స్థిరమైన ఉష్ణ పనితీరు మరియు తక్కువ మొత్తం ఉత్పత్తి వ్యయంతో హీటర్ కోర్లను ఉత్పత్తి చేయడానికి అనుమతిస్తుంది. నమూనాలు, సాంకేతిక డేటాషీట్లు లేదా సహకార డిజైన్ సమీక్ష కోసం మమ్మల్ని సంప్రదించడానికి OEMలు, టైర్-వన్ HVAC సరఫరాదారులు మరియు హీటర్ కోర్ తయారీదారులను మేము ఆహ్వానిస్తున్నాము.
ఇంజనీరింగ్ సమీక్ష:మిస్టర్. గావో కియాంగ్, సినుపవర్ వ్యవస్థాపకుడు - ఫార్చ్యూన్ 500 తయారీ కంపెనీలలో ముందస్తు నాయకత్వంతో సహా అల్యూమినియం ఎక్స్ట్రాషన్ మరియు థర్మల్ మేనేజ్మెంట్లో 20+ సంవత్సరాలు.
సినుపవర్తో భాగస్వామి - ప్రతి హీటర్ కోర్ కోసం లీక్ ప్రూఫ్ ప్రెసిషన్.
📧ఇమెయిల్:robert.gao@sinupower.com
🌐వెబ్సైట్:www.sinupower-transfertubes.com
📄నమూనాలు లేదా డేటాషీట్లను అభ్యర్థించండి: మా అమ్మకాల బృందాన్ని సంప్రదించండి →
హాట్ ట్యాగ్లు: లేజర్ వెల్డెడ్ లీక్ ప్రూఫ్ కనెక్షన్ హీటర్ కోర్ ట్యూబింగ్, చైనా, తయారీదారులు, సరఫరాదారులు, ఫ్యాక్టరీ, మన్నికైన, టోకు, నాణ్యత